When people compare CNC routers, they usually focus on machine size, frame structure, or controller systems first. In actual production, however, spindle performance often has a bigger impact on cutting quality, machining stability, and long-term reliability than almost any other component.
For many CNC users, spindle selection only becomes “important” after months of production problems begin appearing: rough cutting edges, excessive tool wear, unstable surface finish, overheating, or unexpected downtime. Manufacturing has a cruel little tradition of teaching expensive lessons after the invoice is already paid.
Before choosing a spindle, it helps to understand one simple reality:
The best spindle is not the most expensive one.
It is the one that matches your actual production workload.
Quick Spindle Selection Guide
| Application Scenario | Recommended Bearing Type | Recommended Cooling Method | Recommended Power Range |
|---|---|---|---|
| Advertising / Light Engraving | Steel Bearings | Air-Cooled | 1.5kW – 3.5kW |
| Standard Woodworking & Furniture Production | Ceramic Bearings | Air-Cooled or Water-Cooled | 6.0kW – 9.0kW |
| Aluminum / Heavy-Duty Processing | High-Precision Ceramic Bearings | Water-Cooled | 9.0kW+ (High Torque) |
This table is not a strict rule, but it reflects common spindle configurations used in many CNC workshops today. Actual spindle selection still depends on cutting depth, operating hours, tooling setup, and material density.
Why the Spindle Matters So Much
The spindle is the core power unit of a CNC router. It holds and rotates the cutting tool at high speed during engraving, cutting, drilling, grooving, or milling operations.
CNC Router Spindle
In daily production, spindle stability directly affects:
- Cutting precision
- Edge finish quality
- Tool lifespan
- Machine vibration
- Noise level
- Continuous operating reliability
Even on a rigid CNC machine frame, an unstable spindle can still produce poor machining results.
In woodworking factories, for example, spindle vibration often becomes noticeable first on cabinet door edges or laminated boards, especially during high-feed cutting. Operators usually notice the symptoms before they identify the cause: chipped edges, sanding marks, or tools wearing out faster than expected.
Understanding Spindle Power and Torque
One of the most common misconceptions in CNC machining is that higher spindle power automatically means better performance.
In reality, spindle power should match the resistance of the material being processed.
Light-Duty Applications (1.5kW – 3.5kW)
These spindles are commonly used for:
- Advertising materials
- PVC
- Acrylic
- MDF engraving
- Softwood cutting
They usually operate at high RPM and work well for lighter workloads where aggressive cutting force is not required.
Many small workshops choose this configuration because of its lower energy consumption and simpler machine setup.
Standard Woodworking Production (4.5kW – 9.0kW)
This range is often considered the practical “working zone” for furniture manufacturing and cabinet production.
In many woodworking shops, 6kW air-cooled or water-cooled spindles are commonly used for:
- Plywood nesting
- Cabinet cutting
- Solid wood carving
- MDF processing
These spindles provide enough torque to maintain stable feed rates without forcing operators to reduce cutting depth excessively.
For factories running long production shifts, spindle stability in this range often matters more than maximum RPM numbers listed on a specification sheet.
Heavy-Duty Processing (9.0kW+)
For aluminum machining, dense composite materials, or heavier industrial applications, higher torque becomes more important than spindle speed alone.
Larger spindles help maintain cutting stability under heavier loads and reduce the risk of tool burning or chatter during aggressive machining.
However, oversized spindle configurations can also increase:
- Power consumption
- Machine cost
- Equipment weight
- Maintenance expense
This is why experienced CNC manufacturers usually recommend spindle configurations based on actual production conditions rather than simply choosing the highest available power option.
Water-Cooled vs Air-Cooled Spindles
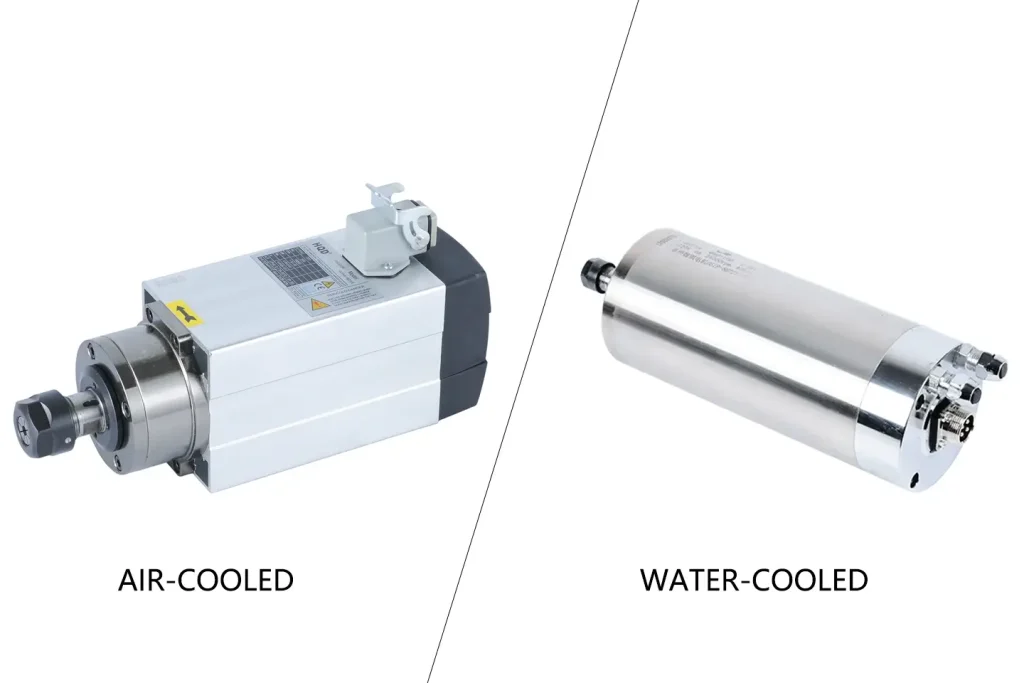
This remains one of the most common discussions among CNC router users.
The better choice depends less on marketing claims and more on workshop conditions, operating hours, and maintenance preferences.
Air-Cooled Spindles
Air-cooled spindles use built-in fans for heat dissipation.
Advantages:
- Simpler installation
- Easier maintenance
- No external water circulation system
- Lower risk of coolant leakage
For many small and medium-sized woodworking shops, air-cooled spindles are popular simply because operators can maintain them more easily without dedicated technical staff.
Limitations:
- Higher operating noise
- Cooling performance affected by ambient temperature
- Dust accumulation may reduce cooling efficiency over time
In hotter factory environments, continuous high-load operation can sometimes increase spindle temperature more quickly compared to water-cooled systems.
Water-Cooled Spindles
Water-cooled spindles use circulating coolant to stabilize operating temperature.
Advantages:
- Lower operating noise
- More stable temperature control
- Better performance during long continuous production cycles
- Reduced thermal expansion at high RPM
For factories operating multiple shifts, water-cooling often helps maintain more consistent machining performance over extended working hours.
Limitations:
- Requires water pumps and tubing
- More installation complexity
- Coolant systems require periodic inspection
- Anti-freeze protection may be necessary in colder climates
In practical production environments, many users choose water-cooling primarily for temperature stability rather than cutting power itself.
Bearings: The Real Foundation of Spindle Lifespan
The lifespan of a spindle is heavily influenced by bearing quality.
At spindle speeds above 18,000 RPM, even minor bearing instability can affect:
- Surface finish quality
- Tool vibration
- Noise level
- Cutting precision
- Bearing temperature
Professional-grade spindles often use ceramic bearing configurations because ceramic materials generate less friction and maintain better thermal stability during high-speed operation.
For applications requiring smoother acrylic finishes or tighter aluminum machining tolerances, many manufacturers prefer ceramic bearings for this reason.
That said, steel bearings are still widely used in lighter-duty woodworking and advertising applications where extreme precision is not always necessary.
The important point is not whether ceramic bearings are “better” in every situation. It is whether the bearing configuration matches the real production requirement.
Maintenance Still Determines Long-Term Performance
Even high-quality spindles require consistent maintenance.
In real factory conditions, many spindle failures are caused less by manufacturing defects and more by:
- Dust contamination
- Poor warm-up procedures
- Worn collets
- Cooling system neglect
- Excessive vibration
Warm-Up Cycles Matter
A spindle operating at 18,000–24,000 RPM should not immediately begin heavy cutting from a cold start.
Many experienced operators allow the spindle to run at lower speed first so internal lubrication can stabilize before full-load machining begins.
Collet Wear Is Often Overlooked
Worn collets can create spindle runout, which gradually damages both cutting tools and spindle bearings.
In busy woodworking shops, collets are often replaced regularly as part of preventive maintenance instead of waiting for visible machining problems to appear.
Cooling Systems Need Regular Inspection
For air-cooled spindles, dust buildup around fan intake areas can reduce cooling performance.
For water-cooled systems, maintaining stable coolant circulation is equally important.
Small maintenance issues may not create immediate problems, but over time they often lead to reduced spindle lifespan and unstable machining quality.

Choosing the Right Spindle for Real Production Conditions
For many first-time CNC buyers, spindle configuration is sometimes treated as just another specification on a quotation sheet.
In reality, spindle stability often becomes one of the most noticeable differences between machines after several months of production.
A properly matched spindle helps improve:
- Production consistency
- Surface finish quality
- Tool lifespan
- Long-term machine reliability
At the same time, choosing a spindle larger or more complex than necessary does not always improve actual productivity.
The best configuration usually depends on:
- Material type
- Daily operating hours
- Feed rates
- Cutting depth
- Workshop environment
- Maintenance capability
Final Thoughts
The spindle is not simply another CNC router component. It directly influences machining precision, operating stability, maintenance frequency, and production efficiency across the entire machine.
For most general woodworking applications, air-cooled spindles in the 3.5kW to 6kW range remain a practical and widely used solution because they balance performance, simplicity, and operating cost.
For higher-temperature environments, longer production shifts, or heavier industrial workloads, water-cooled spindle systems often provide better thermal stability over time.
More importantly, reliable spindle performance is rarely determined by a single specification number alone. Stable machining usually comes from the combination of proper spindle selection, suitable bearings, correct maintenance habits, and realistic production expectations.
Because in CNC manufacturing, the expensive problems are rarely the ones listed in the brochure. They usually appear six months later, during a rush order, at 11:40 PM, when the spindle suddenly starts making a sound nobody wants to hear.